

Relief Valve






0102030405


















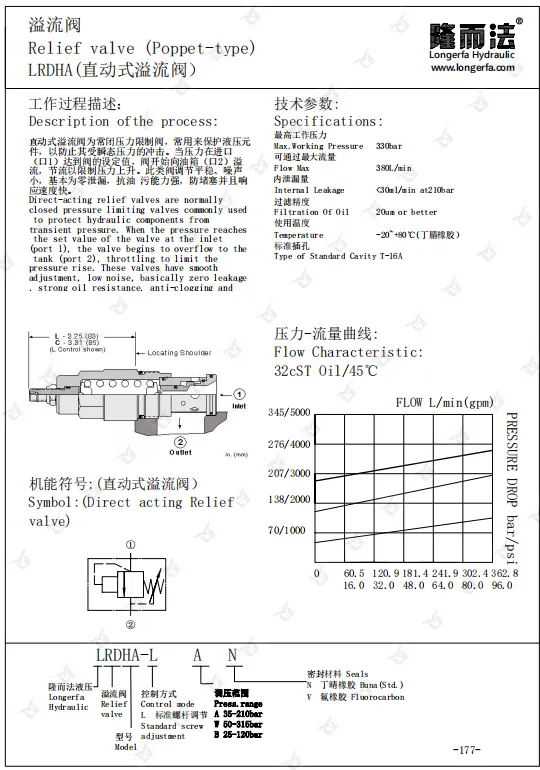
Introducing the RDHA pressure relief valve: ensuring safety and efficiency
Product Description
The RDHA safety valve is a precision engineered device that effectively controls and relieves overpressure in a system, thereby protecting it from potential damage or failure. Its rugged construction and high-quality materials make it suitable for use in harsh environments such as oil and gas, chemical processing, power generation, and more. This versatile valve is engineered to provide consistent, reliable performance even under the most challenging conditions.
product details
product application
RDHA relief valves are widely used in industries where pressure management is critical. From maintaining safe operating conditions in pipelines and vessels to protecting pumps, compressors and other equipment, valves play a vital role in ensuring operational integrity and personnel safety. Its ability to handle varying pressure levels makes it an important component in numerous industrial processes.
product advantages
One of the key benefits of RDHA safety valves is their ability to provide precise pressure control, resulting in optimal system performance while minimizing the risk of overpressure. Its durable design and corrosion-resistant materials ensure long-term reliability, reducing maintenance requirements and downtime. In addition, the valve’s quick response and precise pressure relief capabilities contribute to overall operating efficiency.
product feature
RDHA pressure relief valves are equipped with advanced features that set them apart from traditional pressure relief devices. These include compact and space-saving design, ease of installation, and compatibility with a variety of media and operating conditions. The valve’s adjustable set pressure and tight sealing mechanism further enhance its versatility and effectiveness in different applications.
In conclusion, the RDHA safety valve is a vital asset to industries where pressure management is critical. Its outstanding performance, durability and precision make it an indispensable solution for ensuring the safety and efficiency of various industrial processes. With RDHA safety valves, businesses can confidently protect their assets and people while optimizing operational performance.